
研磨(研削) | 金井鉄工所
当社では円筒研磨(円筒研削)、平研磨(平研削)、内研磨(内研削)で高精度な仕上げをしております。
芯出しの速さは加工者の経験と技術力です。形状によっては治具を製作し研磨をします。ミクロンの世界で、殆どが最終工程なのでとても神経を使います。
高精度加工においては、お客様から高く評価を頂いております。
担当者紹介

研磨リーダー
平研磨は俺に任せろ!ロック魂で完璧だぜ!(技術レベルは素晴らしい!)- 趣味:
- ロック(ベース)

研磨担当
当社でいえば、最終研磨で完成するものが多く、公差も千分代単位なので常に神経を使っています。 また、工程的に研磨に来てから納期までに殆ど時間がないものばかりなので時間的ロスを最小にするよう常に段取りを考えています。- 趣味:
- 旅行、釣り
研磨(研削)設備一覧
すべてにおいて超硬研磨(超硬研削)が可能です。
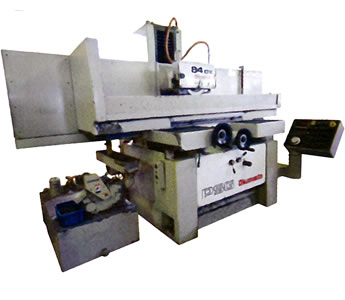
平面研磨:PSG-84DX
- 精密平面研削盤
- 岡本
- W400×D800×H350

平面研磨:PFG500DXAL II
- 精密成形研削盤
- 岡本
- W125×D250×H250
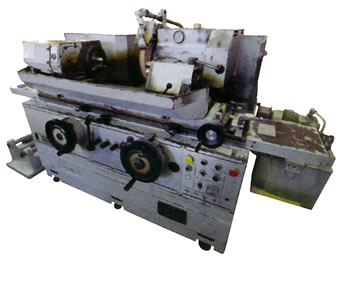
円筒研磨:GUS32×50
- 汎用円筒研削盤
- 豊田工機
- φ300×500
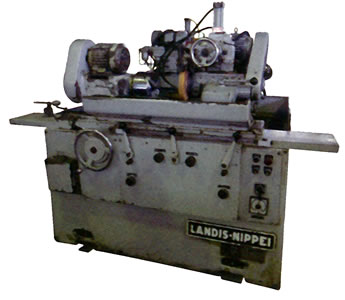
円筒研磨:1RU10/20
- 万能研削盤(円筒研)
- 日平トヤマ250・600
- 7インチチャック

内面研磨:GIS-200SH
- 精密内面切削盤
- 科学計器研究所200
- 9インチチャック(約φ300)
円筒研磨:M-40
- 万能工具研削盤
- BORDER
円筒研磨:1RU10/20
- 万能研削盤
- 日平産業250・600
- 7インチチャック
内面研磨:GIS-200SH
- 精密内面研削盤
- 科学計器研究所200
- 7インチチャック(約φ210)